
2022-08-03
(1) 回流焊工藝的目的
回流焊是指通過重新熔化預先分配到PCB焊盤上的膏狀軟釬焊料,實現表面組裝元器件焊端或引腳與PCB焊盤之間機械與電氣連接的軟釬焊。回流焊工藝所采用的回流焊機處于SMT生產線的末端。
回流焊工藝主要有兩方面的目的:
1) 針對印錫板(工藝流程為焊錫膏-回流焊工藝),目的是加熱熔化焊錫膏,將元器件的引腳或焊端通過熔化的焊錫膏與PCB焊盤進行焊接,形成電氣連接點。
2) 針對點膠板(工藝流程為貼片-波峰焊工藝),目的是加熱固化SMT貼片膠,將元器件本體底部的貼片膠與PCB對應的位置進行粘接固定。
(2) 回流焊工藝的特點:
1) 元器件不直接浸漬在熔融的焊料中,因此元器件受到的熱沖擊小。
2) 能在前道工序里控制焊料的施加量,減少了虛焊、橋接等焊接缺陷,因此焊接質量好、焊點的一致性好,可靠性高。
3) 假如前道工序在PCB上施放焊料的位置正確而貼放元器件的位置有一定偏離,則在回流焊過程中,當元器件的全部焊端、引腳及其相應的焊盤同時潤濕時,由于熔融焊料表面張力的作用,產生自定位效應,能夠自動校正偏差,把元器件拉回到近似準確的位置。
4) 回流焊的焊料是商品化的焊錫膏,能夠保證正確的組分,般不會混入雜質。
5) 可以采用局部加熱的熱源,因此能在同一基板上采用不同的焊接方法進行焊接。
6) 工藝簡單,返修的工作量很小。
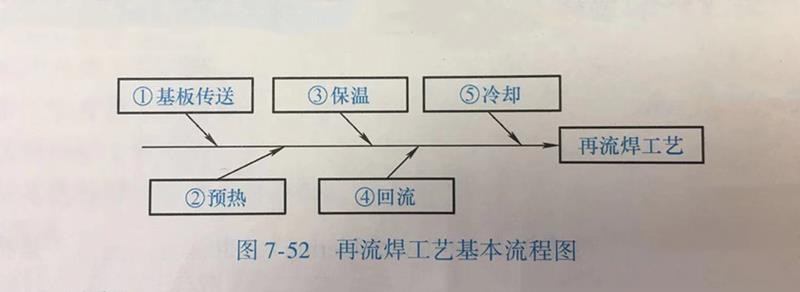
(3) 回流焊工藝的基本過程:一般的,一個完整的回流焊工藝基本流程需要經過基板傳送、預熱、保溫、回流、冷卻等工序。
控制與調整回流焊設備內焊接對象在加熱過程中的時間一溫度參數關系(簡稱焊接溫度曲線),是決定回流焊效果與質量的關鍵。
回流焊的加熱過程可以分成預熱、焊接和冷卻三個最基本的溫度區域,主要有兩種實現方法:一種是沿著傳送系統的運行方向,讓PCB順序通過隧道式爐內的各個溫度區域;另一種是把PCB停放在某一固定位置上,在控制系統的作用下,按照各個溫度區域的梯度規律,調節、控制溫度的變化。下圖所示為回流焊的理想焊接溫度曲線。
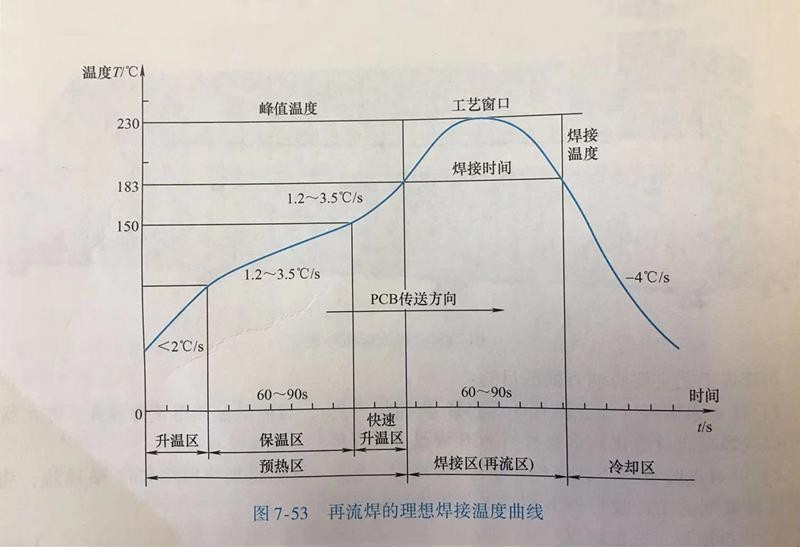
1) 預熱區:PCB在100~160℃的溫度下均勻預熱2~3min,焊錫膏中的低沸點溶劑和抗氧化劑揮發,化成煙氣排岀;同時,焊錫膏中的助焊劑潤濕,焊錫膏軟化塌落,覆蓋住焊盤和元器件的焊端或引腳,使它們與空氣隔離;并且,PCB和元器件得到充分預熱,以免它們進入焊接區后因溫度突然升高而損壞。在預熱區的保溫區,溫度維持在150℃左右,焊錫膏中的活性劑開始作用,去除焊接對象表面的氧化層。
2) 焊接區:溫度逐步上升,超過焊錫膏熔點溫度30%~40%(一般Sn-Pb焊錫的熔點為183℃,比熔點高4~50℃),峰值焊接溫度在220~230℃之間且時間小于10s,膏狀焊料在熱空氣中再次熔融,潤濕元器件焊端與焊盤,時間為60-90S,這個范圍一般被稱為工藝窗口。
3) 冷卻區:當焊接對象從爐膛內的冷卻區通過,使焊料冷卻凝固以后,全部焊點同時完成焊接。







